


HBM-32-4全自动四管扩口机
HBM-63全自动双管扩口机
HBM-110全自动双管扩口机
HBM-160-NI全新平R口塑料管材扩口机
RBM160-630全自动胶圈固定系列扩口机
HBM-400平R口扩口机
HBM-630平R口扩口机
HBM-160全自动矩形扩口机
HBM-400全自动矩形扩口机
HBM-250胶圈固定式扩口机.
HBM-250胶圈固定式扩口机
HBM-160M手动管件成型机
HBM-200半自动扩口机
HBM-400 PVC-O全自动扩口机

常州华惠塑料机械有限公司
手机:15351911555
电话:0519-83201222
传真:0519-83153678
邮箱:690420678@qq.com
地址:常州市武进区奔牛工业园区
- [10-17] 全自动扩口机优势,扩口机翘楚供应商
全自动扩口机优势,扩口机翘楚供应商
1.加热方式: 单炉加热,电热管加散热片,由温控表准确控制温度.旋转加热,小电机加减速器驱动.气动推进加热炉,加热炉可微调高低及进限量,电热管半开放式间接加热,加热时管可旋转.
2.成型方式:外模定型,内气压成型.
3. 扩口部分长短用光电开关定位,使扩口长度基本一致. 扩口模座可微调进限量,扩口进退机械用油压, 液压源设备
4.所有电气控制元件是按国际安全认证标识,如CET或TUF, PLC为西门子,电器配置为施耐德和欧姆龙.
5.外部美观,没有明显斑点,颜色根据买方的需要喷刷,机械表面无明显的缺陷,划痕和毛刺.
6.电热控制系统采用人机界面.中英文菜单触摸屏。
- [10-16] SGK系列全自动扩口机用途与特点,扩口机翘楚供应商
SGK系列全自动扩口机用途与特点,扩口机翘楚供应商
SGK系列全自动扩口机,配有与主机配套的接料牵引装置和相应的程序接口,既能与剂管主机联线使用,又可以作单机使用:
扩管时管材的移动均采用平移方式,动作平稳准确而不易伤害管材:
这种机型采用红外线加热方式,且为双加热炉型,每个加热炉都配有中心加热炉芯;
成型方式均采用扩管头定型方式,管口成型尺寸准确;
该机型在控制面板上设有扩溶剂型承插口(直口)和扩弹性密封圈型承插口(R口)的转换开关,扩管方式选择十分方便,工艺适应性强;
主要的电器控制元件均采用进口元件,系统性能稳定可靠。
- [10-14] 扩口机,全自动扩口机,扩口机翘楚供应商
扩口机,全自动扩口机,扩口机翘楚供应商主要作单机使用。单机扩管时管材由人工搬运至扩口机后.由扩口机自动运作其运作平稳准确而且不会损伤管材。机型采用热风循环加热方式。风冷或。成型方式均采用扩管头定型方式,管口成型尺寸准确。该机型在控制面板上设有扩溶剂型承插口(直口)和扩弹性密封圈型承插口(R口)的转换开关,扩管方式选择十分方便,工艺适应性强。主要的电器控制元件均采用进口元件,系统性能稳定可靠。
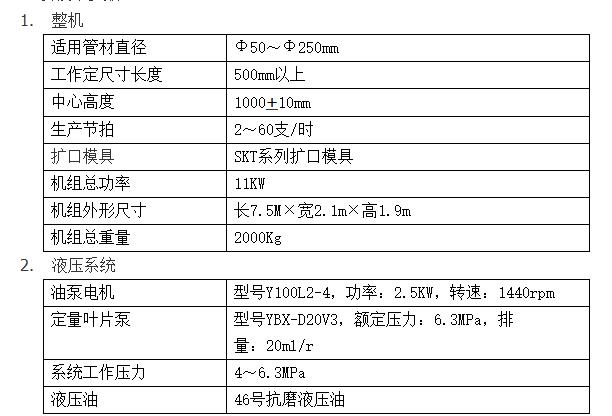
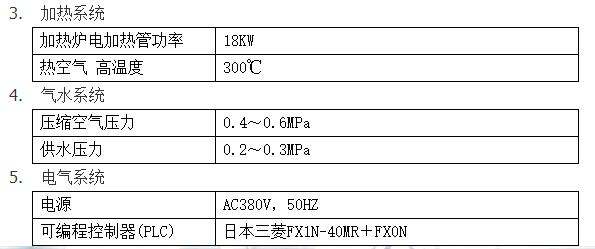
技术参数:
- [10-13] 扩口机的工艺流程,塑料扩口机
扩口机的工艺流程为:从管材生产线生产出来的管材进入扩口机后,由输送装置快速输送到托架上,再由横向移动架把管材移到第一加热箱的工位上,然后加热箱前移,使管材的一头置于加热箱内进行加热。经过一定时间后(通常为扩口模的扩口周期),加热箱后退,紧接着横向移动架把管材横向移到第二加热箱的工位上,然后加热箱前移,使管材已初具温度的一头置于第二加热箱内再进行加热。经过一定时间后(通常为扩口模的扩口周期),加热箱后退,紧接着横向移动架把管材横向移到扩口工位上。输送装置压紧管材把管材向扩口车方向输送到一定位置(由光电行程开关控制),夹紧装置的夹紧油缸动作把管材夹紧,然后扩口车在油缸的推动下向管材移动,装在扩口车上的扩口模同时插进管内进行扩口。接着气箱在气缸的推动下前移,使气箱内形成密封空间,同时夹紧块会松开5-10mm(夹紧油缸动作时间设定为0.6-0.8秒钟),让管材可纵向移动,然后往气箱内通入高压空气(约0.4Mpa),使管材的扩口部分紧贴扩口模。一段时间后(可调),高压空气入口关闭。接着,向管材的扩口部分喷洒冷却液进行冷却。冷却一段时间后,冷却液停止喷淋,夹紧块重新夹紧管材,扩口模抽芯,扩口车后退脱模。夹紧装置松开管材,输送装置压住管材把它退出夹紧装置。最后,翻料气缸动作,把管材推到托架旁边的运管车上。
- [10-12] 扩口机主要部件介绍
管材扩口机的主要结构由托架,托架升降机构,横向移动架,输送装置,加热烘箱,转管装置,夹紧装置,扩口装置,液压系统以及鼓风系统。
A.托架托架的作用是承托管材,使管材处于稳定的水平状态。所以同一工位上的支承轮必须在同一水平线上。为适应不同规格的管材的扩口,托架设置了电动升降机构,使托架的升降更加方便快捷。每当更换扩口管材的规格时,都必须调整托架的高度,使管材的中心轴线与加热箱和扩口装置的中心轴线一致。托架升降机构主要由一台电机驱动,经过蜗轮减速箱减速后,再经过蜗杆传动和链条传动,同时驱动托架底部四个角的四根升降丝杆旋转,再通过升降丝杆和升降螺母的螺旋副作用,使丝杆的旋转运动转化为托架的升降运动。
B.横向移动架横向移动架的作用是把管材从上一工位移到下一工位。其动作流程为:升起托住管材→横向移动一个工位→下降→横向移动回到原始位置。其移动轨迹是一个封闭的矩形。
C.输送装置在管材进入扩口机之时以及管材进入扩口工位时需要对管材施加拉力,本机设置了2套输送装置。每当更换扩口管材的规格时,都必须启动升降电机,调节输送装置的高低位置,使压紧气缸下压时,牵引履带能压紧管子但不会把管子压变形而且能输送管子不打滑。
- [10-10] PVC扩口机是如何进行管材加热的
PVC扩口机是如何进行管材加热的
从管材生产线生产出来的管材进入扩口机后,由输送装置快速输送到托架上,再由横向移动架把管材移到第一加热箱的工位上,然后加热箱前移,使管材的一头置于加热箱内进行加热。经过一定时间后(通常为扩口模的扩口周期),加热箱后退,紧接着横向移动架把管材横向移到第二加热箱的工位上,然后加热箱前移,使管材已初具温度的一头置于第二加热箱内再进行加热。
- [10-09] 全自动扩口机的介绍及扩口机加工范围大
SGK-250全自动扩口机,主要作联机使用也可单机使用。单机扩管时管材由人工搬运至扩口机后.由扩口机自动运作其运作平稳准确而且不会损伤管材。机型采用热风循环加热方式。成型方式均采用扩管头定型方式,管口四周风冷均匀成型尺寸准确。该机型在控制面板上设有扩溶剂型承插口(直口)和扩弹性密封圈型承插口(R口)的转换开关,扩管方式选择十分方便,工艺适应性强。主要电器控制元件均采用进口元件,系统性能稳定可靠。
扩口机重量虽然轻,但是加工范围大。成形过程是局部加压连续小变形的累计,工件与模具的接触面积小,因此需要的变形力小,设备吨位小。
生产成本低。与自由锻相比,材料消耗低,能源消耗低,综合生产成本低,具有较好的经济效益。劳动条件好,生产率高。
- [10-08] 扩口机厂家分享塑料管材生产线故障了怎么办
扩口机厂家分享塑料管材生产线故障了怎么办
由于国内塑料管材生产线投资比较多,这样的一个生产线投资,生产加工出来的一些管材,在市场供不应求。因而,这样的一个投资,能给很多投资者带来丰厚利润,投资者自然不放过这样一个利润大的市场。但是在投资这样一个生产线的同时,也必须要具体了解塑料管材生产线故障及处理方法,当出现了一些故障以后,要及时的进行处理,保障正常运转。
在进行塑料管材生产线生产时,出现了故障之后,就会导致塑料管材会出现表面粗糙,或者是内部抖动环,以及无真空等现象,要及时的进行有效地排除故障,才能提高产品的资料。
比如当生产的产品出现了外表面粗糙,可以调整工艺温度,降低冷却水温,PE管最佳冷却水温为20-25℃。而且要检查水路,是否存在堵塞以及水压不足的现象。还要检查机筒,机头,以及加热圈是否有损坏。还要调整定径套进水流量等。另外还要咨询原料供应商,问问本批次原料参数是多少。检查模具芯部的具体温度,如果高于口模区段的温度,要马上调低芯部温度,而且还要清理模具。
塑料管材外表面出现沟痕,可以调整定径套的出水压力,出水量要保证均衡。调整真空定型箱内喷嘴的角度,保证管材冷却均匀,还要检查口模,要看看定径套,切割机等方面的硬件是否存在杂物和毛刺等。只要能对塑料管材生产线故障处理了解,通过正确处理,就能保障设备正常运转。





